Piston Bowls
- Thread starter Fingers
- Start date
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
This isn't production, so 2000-3000 RPM would be fine on the 1/2" bit. I'm not sure on the 1/4". Two flute ball mills. HSS
Demo is so limited though. No verify, or back plotting. I would like to have more training on it myself. Everything i know was self taught more or less.I have a post for you tomorrow if you still want it. I have never posted to a hass so I may have some questions for ya.
Be sure to post a video:thumb:
Be sure to post a video:thumb:
Demo is so limited though. No verify, or back plotting. I would like to have more training on it myself. Everything i know was self taught more or less.I have a post for you tomorrow if you still want it. I have never posted to a hass so I may have some questions for ya.
Be sure to post a video:thumb:
Don't worry about getting a perfect post. Haas uses pretty much the same basic G code that everyone else uses. Fingers would just have to edit the start up and finishing codes to suit. All the "bulk code" in the middle of the program is all he really needs.
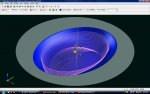
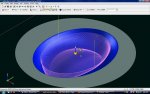
I don't know how your planning on tool pathing this, but I would rough it out with a square endmill, maybe a 1/2" diameter using a Z rough cycle, and then finish using a 3/8" or 1/2" ballmill using a planar cut with a circular flow surface to get the tool path to cut radial vs linear.
Don't worry about getting a perfect post. Haas uses pretty much the same basic G code that everyone else uses. Fingers would just have to edit the start up and finishing codes to suit. All the "bulk code" in the middle of the program is all he really needs.
I don't know how your planning on tool pathing this, but I would rough it out with a square endmill, maybe a 1/2" diameter using a Z rough cycle, and then finish using a 3/8" or 1/2" ballmill using a planar cut with a circular flow surface to get the tool path to cut radial vs linear.
Are you a surfcam user?
Thanks, I will give that a try, z finish is not doing exactly what I want.
Are you a surfcam user?
Thanks, I will give that a try, z finish is not doing exactly what I want.
Yea, for about 10 years now. I'm kind of in the same boat as you, no formal training in the 3D stuff. I'm not a big fan of the Z finish routine, it gives a nice toolpath, but I'm so use to a scallop height instead of a cut depth, and I don't like how Z finish does the bottom of a pocket.
Try 3D offset. Seems to be a near scallop, which is my favorite for 3D surfaces. Make sure you have a check surface ready.

You have to be careful about scallop routines. Without the complex arc segmenting, the finish is less than desirable since the G-Code will revert back to line segments.
Not all controllers can handle arcs not parallel to the xy, xz, and yz planes. That is, they can't handle G68 commands in such a way to rotate the other circular planes.
Even fewer CAM systems can output the proper code.
Try this:
In Surfcam, and others, there is usually a checkbox for arc segment output. This will greatly reduce the code size while providing a much better path based on arc when possible.
Not all controllers can handle arcs not parallel to the xy, xz, and yz planes. That is, they can't handle G68 commands in such a way to rotate the other circular planes.
Even fewer CAM systems can output the proper code.
Try this:
Rotate your construction coordinate system for the side view 45 degrees along the Z axis. Using this rotated coord, draw an arc.
Switching back to the top Cview, the line should look like a simple 45* line, from the side, an ellipse.
Now try to use that as a path for the cutter. Did the CAM convert it to a bunch of line segments?
Switching back to the top Cview, the line should look like a simple 45* line, from the side, an ellipse.
Now try to use that as a path for the cutter. Did the CAM convert it to a bunch of line segments?
In Surfcam, and others, there is usually a checkbox for arc segment output. This will greatly reduce the code size while providing a much better path based on arc when possible.
Anyone else sitting there saying, "What the hell are they talking about?"
:rofl: Keep up the nice work, guys.
:rofl: Keep up the nice work, guys.
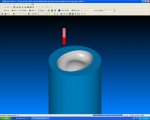
Wolflly sent me a post to carve out the bowls on the milling machine. Big file.
Post? Like a fence post? :rofl:
kidding
That's a lot of little lines in that post Wolf. LOL
Told you so, lol. You wanted a nice surface finish right?:spit:
I know it could be trimmed down, I'm just not good enough with the software to do it.
Thats .01 step over.
Wolflly sent me a post to carve out the bowls on the milling machine. Big file.
You have given me oppertunity to play with surface machining. Everything I do is 2d. We do 5 axis machining, but have dedicated programmers for that work. This is one of the few 3d parts that I have been able to play with.
Thanks